Automotive connector operate in some of the most demanding environments found in engineering applications. From high vibration and temperature cycling to humidity, contamination, and long service life expectations, connectors must maintain stable electrical and mechanical performance over years of operation.
To ensure this reliability, OEMs and Tier 1 suppliers rely on structured validation standards such as LV214 and USCAR. However, passing standard validation tests does not always guarantee real-world durability. A robust connector validation plan must bridge the gap between laboratory testing and actual field conditions.
This article explains how LV214 and USCAR frameworks are applied, and how to build a validation strategy that reflects real-world reliability requirements.
Why Connector Validation Is Critical in Automotive Systems
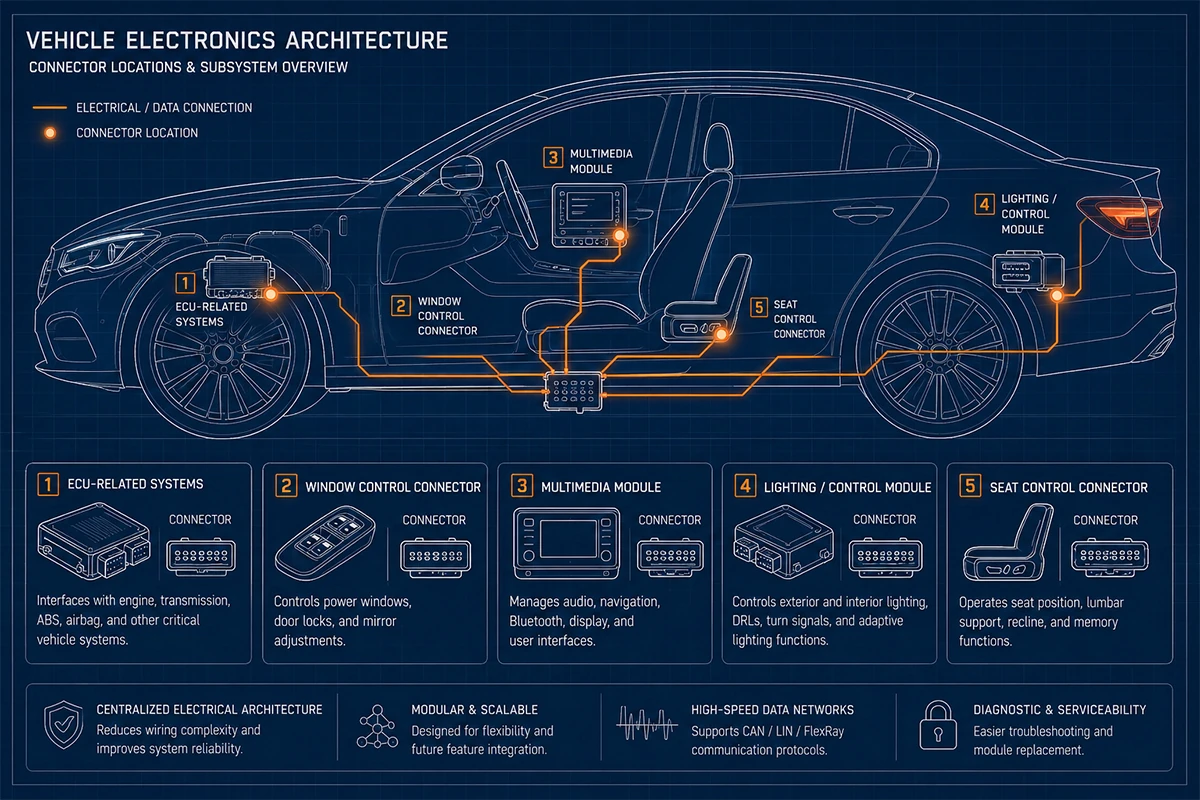
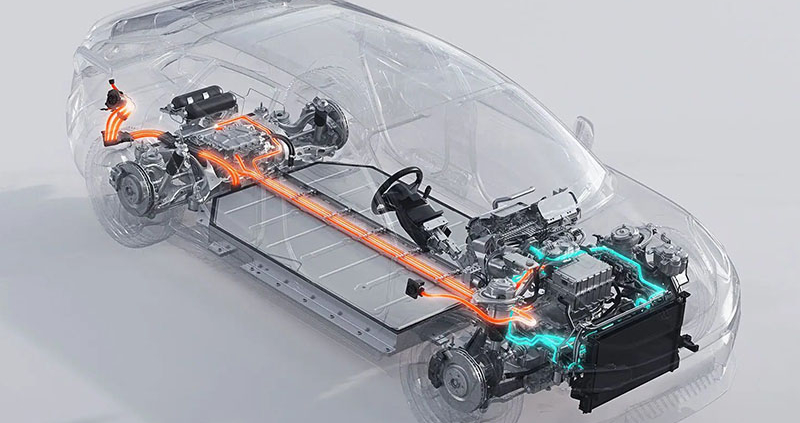
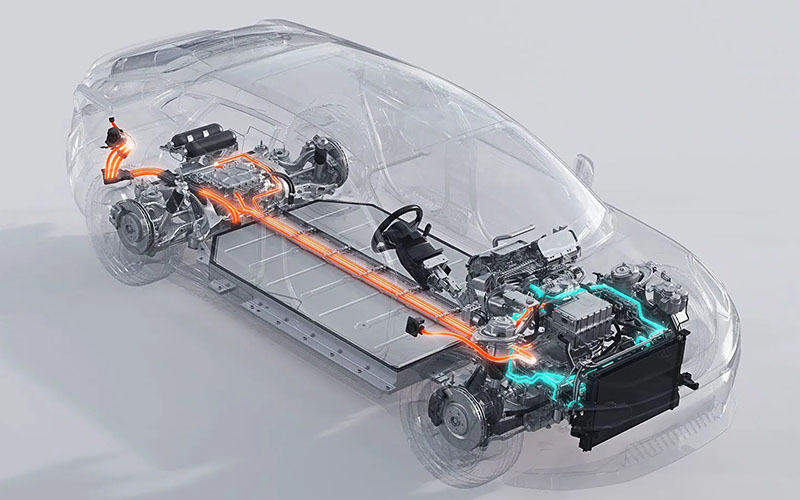
Modern vehicles integrate a wide range of electrical systems, including power distribution, sensor networks, communication interfaces, and high-voltage architectures. Connectors are critical interfaces within these systems.
A failure at the connector level can lead to:
- intermittent signal loss
- increased contact resistance
- thermal buildup and potential damage
- system malfunction or shutdown
Unlike many components, connectors are exposed interfaces. They must tolerate mechanical stress, environmental exposure, and repeated mating cycles while maintaining stable performance.

Overview of LV214 and USCAR Standards
Two widely used frameworks define automotive connector validation requirements: LV214 and USCAR.
LV214: European OEM Validation Framework
LV214 is a comprehensive standard developed by major European OEMs. It defines test sequences and performance requirements for electrical connector systems.
Key features of LV214 include:
- application-specific test classes
- combined environmental and mechanical testing
- sequential validation procedures
- defined acceptance criteria
LV214 emphasizes realistic stress combinations, ensuring connectors are evaluated under conditions that simulate actual vehicle operation.
USCAR: North American Performance Specifications
USCAR standards, widely used in North America, define performance-based validation methods for connectors and terminals.
Typical USCAR test categories include:
- thermal cycling
- vibration testing
- electrical performance verification
- sealing and environmental resistance
USCAR standards are modular, allowing engineers to select relevant tests based on application requirements.
Key Validation Tests for Automotive Connectors
A robust validation plan typically includes a combination of electrical, mechanical, and environmental tests.
Electrical Performance Testing
Electrical validation ensures that the connector maintains stable signal and power transmission.
Common tests include:
- contact resistance measurement
- current carrying capability
- insulation resistance
- voltage drop analysis
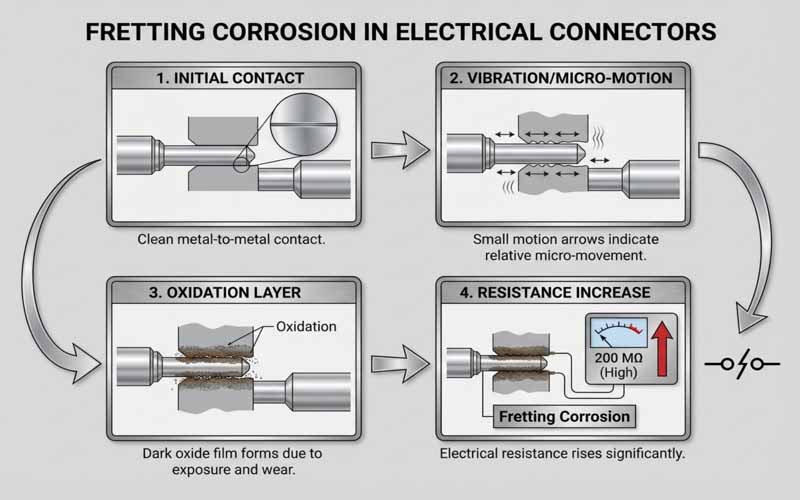
Even small changes in contact resistance can indicate long-term degradation.
Mechanical Durability Testing
Mechanical testing evaluates how connectors perform under physical stress.
Typical tests include:
- mating and unmating cycles
- terminal retention force
- connector locking strength
- vibration resistance
These tests simulate installation, service, and vehicle operation conditions.
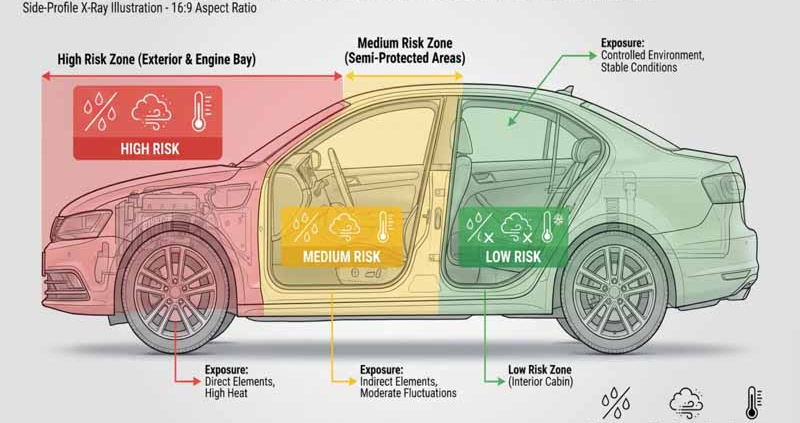
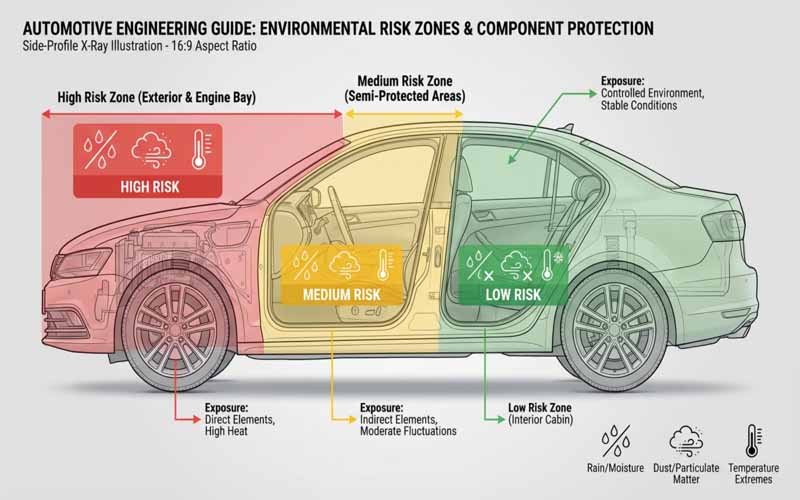
Environmental Testing
Environmental factors are a major source of connector failure.
Validation often includes:
- temperature cycling
- humidity exposure
- salt spray testing
- dust and water ingress (IP rating)
These tests assess how connectors perform in real-world environments such as engine compartments or exterior installations.
The Gap Between Validation and Real-World Performance
While LV214 and USCAR provide structured validation frameworks, real-world failures still occur. This gap often arises because:
- test conditions are simplified compared to real use
- stress factors may occur simultaneously rather than sequentially
- installation variability is not fully captured
- long-term aging effects are difficult to simulate
For example, a connector may pass vibration testing and thermal cycling individually, but fail when both stresses are applied simultaneously over extended periods.
Designing for Real-World Reliability
To improve real-world performance, validation plans should go beyond minimum requirements.
Combine Stress Conditions
Instead of testing factors separately, combine:
- vibration with temperature cycling
- humidity with electrical load
- mechanical stress with environmental exposure
This approach better reflects actual operating conditions.
Consider Application-Specific Risks
Different applications require different validation focus:
- engine bay: high temperature and contamination
- chassis: vibration and moisture
- interior: lower environmental stress but higher mating cycles
Tailoring validation to the application improves reliability.
Evaluate Connector System Integration
Connector performance is influenced by more than the connector itself. Factors include:
- wire harness routing
- terminal crimp quality
- sealing design
- mounting conditions
A system-level approach ensures all interfaces are considered.
How FPIC Supports Connector Validation Projects
In automotive and industrial applications, connector reliability depends on both component quality and integration design.
FPIC supports connector and cable assembly projects with:
- application-based design review
- connector and terminal selection support
- validation planning assistance
- prototype development and testing coordination
By aligning design and validation early, FPIC helps reduce risk and improve long-term performance.
Final Thoughts
LV214 and USCAR provide strong foundations for automotive connector validation, but they should not be treated as checklists alone. Real-world reliability requires a deeper understanding of how connectors behave under combined stress, installation variability, and long-term use.
A well-structured validation plan considers both standard requirements and application-specific conditions. By doing so, engineers can ensure connectors perform reliably not just in testing, but throughout the entire lifecycle of the vehicle.
FAQ
What is LV214 in automotive connector testing?
LV214 is a validation standard used by European OEMs that defines test procedures and performance requirements for electrical connector systems.
What does USCAR stand for?
USCAR stands for United States Council for Automotive Research, which develops performance standards for automotive components including connectors.
Why do connectors fail even after passing validation tests?
Failures can occur because real-world conditions involve combined stresses, installation variation, and long-term aging that may not be fully replicated in standard tests.
What is the most critical connector test?
There is no single most critical test. Reliability depends on a combination of electrical, mechanical, and environmental validation.
How can connector reliability be improved?
By combining test conditions, tailoring validation to the application, and considering system-level integration factors.
Need Support for Automotive Connector Validation?
If you’re developing automotive or industrial systems, a well-planned connector validation strategy can reduce failure risk and improve product reliability.
FPIC provides custom connector and cable assembly solutions with engineering support from design through validation.
Contact FPIC to discuss your project requirements and validation needs.
Resources
- LV214 Standard Overview: outlines validation concepts and requirements used by European OEMs for electrical connector systems.
- USCAR Connector Performance Specifications: provides detailed testing procedures and performance requirements for automotive connectors.
- TE Connectivity – Connector Reliability Guide: explains connector design, testing, and reliability considerations in automotive environments.
- Molex – Automotive Connector Testing: covers validation methods and environmental testing for automotive connectors.
- Amphenol Automotive Solutions: offers insight into connector performance requirements and application-specific solutions.











 VI. Standard Component Assembly
VI. Standard Component Assembly