Industrial automation is moving away from architectures in which every motor, sensor, and actuator is wired directly back to one central control cabinet.
More drives, controllers, I/O modules, and power-distribution functions are now installed closer to the machine process. This reduces long cable routes and supports modular equipment design, but it also places greater demands on the connectors used at the device level.
Quick Answer:
Circular connectors support decentralized drive systems by providing compact and secure interfaces for motor power, control signals, communication, and protective earth. Their standardized mating interfaces, reliable locking, environmental protection, and cable-assembly flexibility help simplify installation and maintenance.
The connector should not be selected only by diameter or pin count. Engineers must also evaluate voltage, current, conductor size, signal type, shielding, cable movement, environmental exposure, and the required maintenance strategy.
Why Drive Systems Are Becoming More Decentralized
In a traditional centralized architecture, motor starters, frequency converters, I/O modules, and control devices are usually installed inside a large electrical cabinet. Power and signal cables then run from that cabinet to each device on the machine.
A decentralized system moves some of these functions closer to the motor or production process.
Typical equipment may include:
- decentralized motor starters;
- compact drive controllers;
- variable-frequency drives installed near motors;
- remote I/O modules;
- distributed sensor and actuator hubs;
- machine-mounted power-distribution units;
- modular conveyor and material-handling systems.
This architecture can reduce cabinet size, shorten field wiring, and allow machine modules to be assembled and tested separately.
However, decentralization also exposes connection points to vibration, dust, moisture, oil, cable movement, and repeated maintenance. The electrical interface therefore becomes a critical part of the machine architecture.
HARTING’s recent Size 15 circular connector announcement reflects this direction. The company positions the interface for asynchronous motors, decentralized control systems, and daisy-chain applications where compact size, standardization, and secure locking are important.
Circular Connectors Combine Multiple Functions in Limited Space
Installation space around motors and decentralized controllers is often restricted.
A connector may need to fit between:
- the motor housing;
- gearbox;
- brake;
- encoder;
- local controller;
- machine frame;
- cable-routing system.
Circular housings offer a compact interface with good mechanical strength. Depending on the configuration, one interface can carry power, protective earth, brake control, temperature-sensor signals, encoder signals, or communication circuits.
Common arrangements include:
- power contacts with protective earth;
- power plus auxiliary signal contacts;
- signal-only multipole configurations;
- hybrid power, signal, and data layouts;
- separate connectors for motor power, feedback, and communication.
HARTING’s Size 15 standard includes configurations for 630 V/16 A, 48 V/20 A, and 24 V/20 A applications. The company states that its supported variants can be used for daisy-chain systems up to 16 kW or asynchronous motors up to 7.5 kW, depending on the selected interface and application conditions.
These values describe one manufacturer’s standardized platform. They should not be applied automatically to other products. Every connector must be selected according to its own datasheet, conductor specification, ambient conditions, and validation results.
Standardized Interfaces Support Modular Machine Design
Standardization becomes more important when equipment manufacturers build modular machines or operate global production sites.
A standardized mating interface can help support:
- repeatable machine-module design;
- replacement of motors or controllers;
- cross-manufacturer compatibility;
- second-source planning;
- easier spare-parts management;
- simplified field-service procedures.
HARTING identifies IEC 61076-2-115 as the standard governing its Size 15 interface and highlights cross-manufacturer compatibility as a benefit for industrial automation users.
Other common industrial circular interfaces include M8, M12, M17, M23, and larger industrial formats. Each size supports a different balance of contact count, cable cross-section, current capacity, power level, shielding, and installation space.
The correct objective is not to choose the smallest connector available. It is to choose the smallest standardized or customized interface that can reliably support the required electrical and mechanical conditions.

Reliable Locking Protects Connections Under Vibration
Motors, conveyors, pumps, fans, compressors, and robotic equipment generate continuous vibration and repeated mechanical movement.
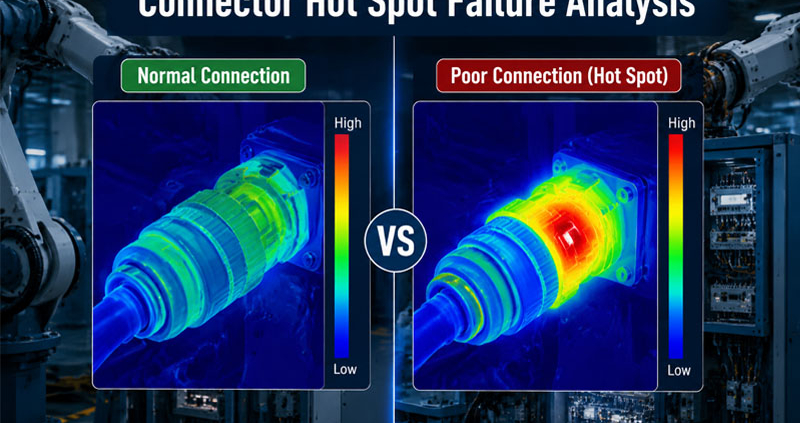
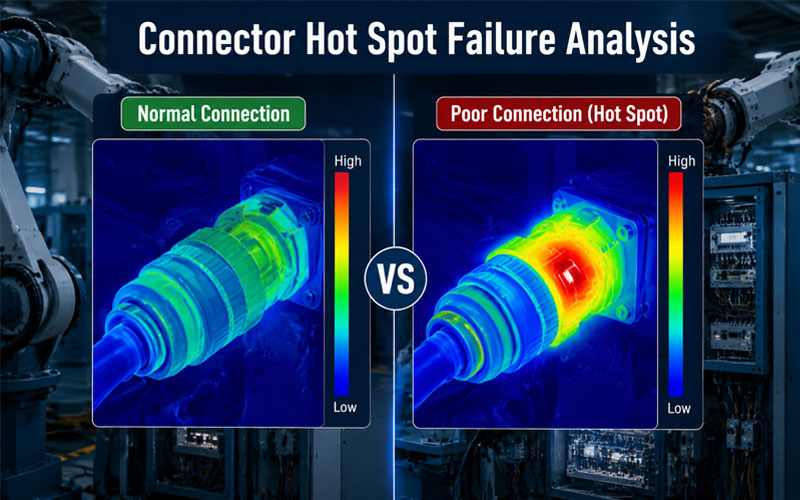
If the mating interface is not securely locked, vibration can cause:
- micro-movement between contacts;
- increasing contact resistance;
- intermittent signals;
- shield discontinuity;
- seal movement;
- complete disconnection.
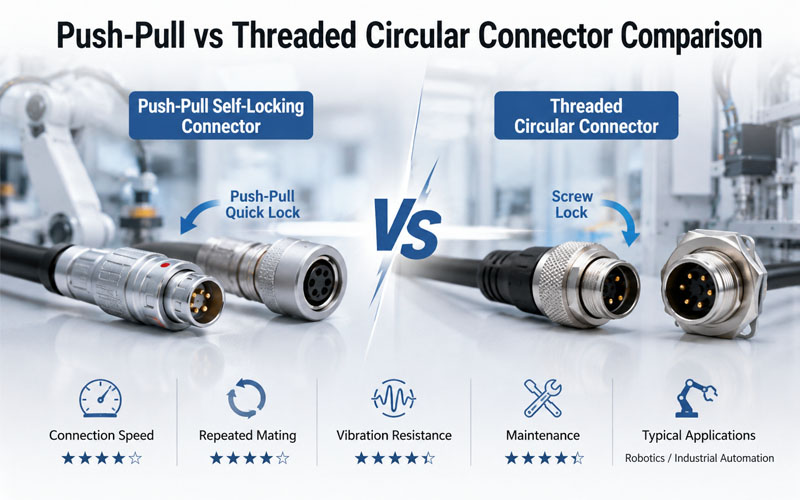
Industrial circular connectors use several locking methods.
| Locking method | Main benefit | Key consideration |
| Threaded coupling | Stable, familiar, suitable for vibration | Installation time and correct tightening |
| Bayonet lock | Fast mating and clear locking movement | Correct rotation and lock engagement |
| Push-pull lock | Very fast installation and removal | Retention structure and application suitability |
| Quick-lock thread | Combines speed with circular coupling | Compatibility with the selected series |
| Screw or flange mounting | Stable equipment-side installation | Panel strength and mounting torque |
HARTING uses a bayonet lock for its Size 15 interface, describing it as a fast and vibration-resistant solution for industrial environments.
For FPIC projects, locking should be selected according to vibration level, mating frequency, available service space, required installation speed, and customer-defined retention requirements.
Power and Signal Requirements Must Be Evaluated Together
Decentralized drive interfaces may transmit both energy and control information.
Typical circuits can include:
- three-phase motor power;
- DC power;
- protective earth;
- brake control;
- temperature monitoring;
- encoder feedback;
- sensor signals;
- industrial Ethernet or fieldbus communication.
A connector that can physically accommodate all required contacts is not automatically suitable.
Engineers should review:
- system voltage;
- continuous and peak current;
- number of simultaneously energized contacts;
- conductor cross-section;
- permitted voltage drop;
- temperature rise;
- creepage and clearance requirements;
- signal frequency or data rate;
- isolation between power and signal contacts;
- protective-earth connection sequence.
When power and signal contacts share one connector, contact allocation becomes especially important. Noisy power circuits should not be placed without consideration next to sensitive feedback or communication signals.
Depending on the drive architecture, separate power and signal connectors may provide better signal integrity and easier troubleshooting. In other systems, a hybrid interface may reduce installation space and cable count.
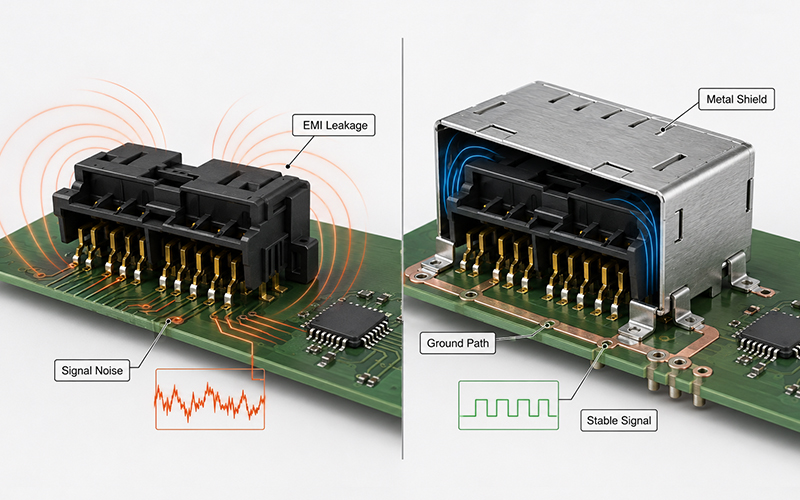
Shielding Depends on the Motor and Control Architecture
Not every decentralized motor connection requires the same electromagnetic shielding.
HARTING notes that its Size 15 product is mainly intended for asynchronous drives that do not require frequency control, allowing the use of a robust plastic housing instead of a more complex shielded metal enclosure.
This distinction is important.
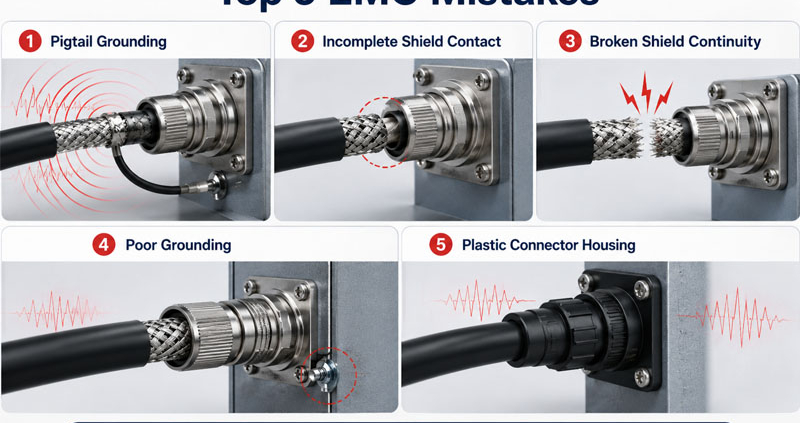
When a variable-frequency drive controls the motor, fast switching edges can generate electromagnetic interference. In such cases, engineers may need:
- shielded motor cable;
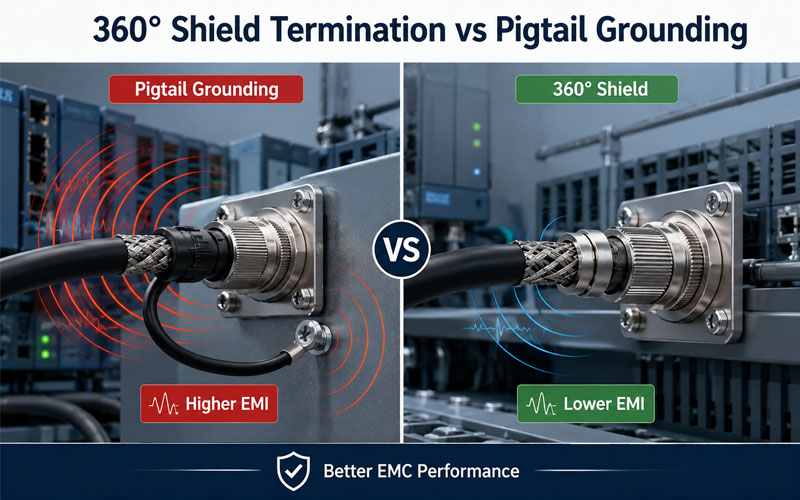
- 360-degree shield termination;
- conductive connector housing;
- low-impedance connection to the motor enclosure;
- controlled grounding at the converter and motor;
- separation from sensitive signal circuits.
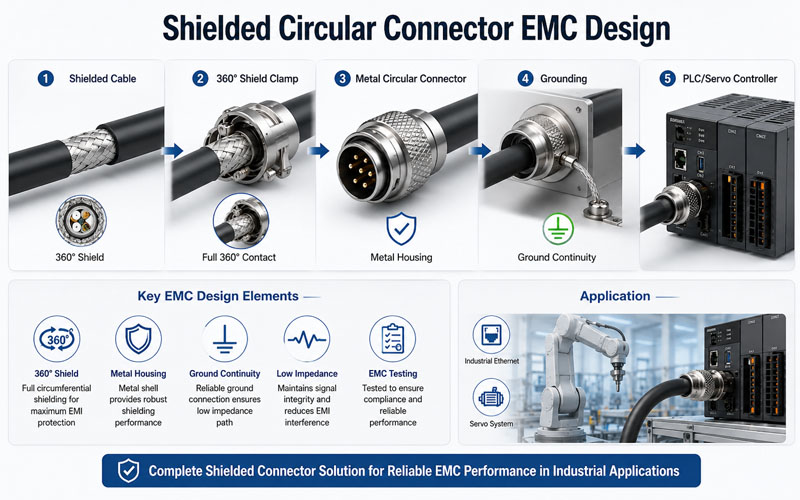
Metal circular housings can provide EMC shielding when the housing, cable braid, connector shield, and equipment enclosure form a continuous conductive path. HARTING also identifies metal housings as a means of shielding against electromagnetic interference in industrial circular connector systems.
For an unshielded asynchronous motor, a plastic connector may reduce weight and cost. For servo drives, variable-frequency motors, encoders, or communication circuits, shielding requirements may be much more demanding.
The decision should follow the complete electrical architecture rather than a general rule that metal is always better.
Daisy-Chain Connections Can Simplify Field Wiring
In some decentralized systems, several low-power motors, controllers, or devices are connected in sequence.
This is commonly called a daisy-chain arrangement.
Instead of running one separate supply cable from the main cabinet to every device, power enters the first unit and continues to the next units through additional connectors.
Potential benefits include:
- fewer long cable runs;
- reduced cabinet wiring;
- cleaner machine layout;
- faster module installation;
- easier expansion.
However, daisy chaining must be engineered carefully.
The upstream connector and conductor may carry the combined current of all downstream devices. Engineers must therefore calculate:
- total connected load;
- startup or inrush current;
- voltage drop across the complete chain;
- current through each upstream interface;
- conductor size;
- protection-device coordination;
- permitted number of connected devices;
- failure behavior if one unit is disconnected.
A connector suitable for one motor may not be suitable for the combined current of multiple motors.
Custom Cable Assemblies Complete the Connection System
The connector and cable should be designed as one assembly.
A technically suitable connector can still perform poorly when paired with the wrong conductor, shield, jacket, bend radius, or strain-relief method.
1. Conductor Size
The cable cross-section must support the continuous and peak load without excessive voltage drop or temperature rise.
The terminal barrel must also match:
- conductor material;
- wire cross-section;
- strand class;
- insulation diameter;
- crimp geometry.
2. Core Count
The required core count depends on the drive architecture.
Typical combinations may include:
- three power conductors plus protective earth;
- motor power plus brake wires;
- power plus temperature sensing;
- separate feedback or encoder cable;
- hybrid power-and-signal cable.
3. Shielding
Shielding should be defined according to the interference source and the sensitivity of nearby circuits.
Possible constructions include:
- overall braided shield;
- foil plus drain wire;
- individually shielded signal pairs;
- separate power and signal shielding;
- 360-degree shield termination at the connector.
4. Jacket Material
The outer jacket should match the installation environment.
Common factors include:
- oil resistance;
- abrasion resistance;
- coolant exposure;
- flame behavior;
- UV resistance;
- operating temperature;
- halogen-free requirements;
- indoor or outdoor use.
5. Flexing and Torsion
A cable installed on a stationary motor has different requirements from one routed through a drag chain, robotic joint, rotating table, or moving gantry.
Dynamic applications may require validation for:
- repeated bending;
- torsional movement;
- minimum bend radius;
- acceleration;
- travel length;
- cycle life.
FPIC supports industrial circular connectors and customized cable assemblies for equipment applications. Internal company materials identify industrial connector features including stable threaded mating, vibration resistance, IP67-level protection for applicable designs, shielding options, and operating-temperature considerations. FPIC also manufactures industrial wire harnesses and complete connector-and-cable solutions.
Connector Installation Must Match the Equipment Layout
The installation method affects both production efficiency and long-term reliability.
Common equipment-side options include:
- front-panel flange mounting;
- rear-panel mounting;
- threaded panel receptacles;
- bulkhead feedthroughs;
- PCB-mounted receptacles;
- direct mounting on a motor or controller housing.
Cable-side options may include:
- field-attachable connectors;
- crimped cable connectors;
- soldered terminations;
- overmolded assemblies;
- preassembled cable sets.
Overmolded cable assemblies can provide controlled strain relief and environmental sealing. Field-attachable connectors may offer more installation flexibility but require consistent conductor preparation and assembly control.
The equipment layout should allow sufficient space for:
- connector mating;
- lock operation;
- cable bending;
- technician access;
- inspection;
- disconnection during maintenance.
A compact connector does not create a compact installation when the cable is forced into an unsuitable bending radius.
Maintainability Should Be Defined Early
One of the main benefits of decentralized architecture is modular replacement.
A faulty motor, controller, or machine module can potentially be removed without rewiring the complete system.
Circular connectors support this strategy when they provide:
- clear coding;
- polarity protection;
- reliable locking;
- visible or tactile mating confirmation;
- accessible release mechanism;
- replaceable cable assemblies;
- consistent interface definitions.
Coding is especially important when several similar connectors are installed close together. Different mechanical coding, contact arrangements, identification colors, or labels can reduce incorrect mating.
HARTING notes that circular connector coding helps prevent mismating and that standardized mating faces support compatibility across industrial applications.
Maintenance planning should also define whether the interface may be disconnected under load. Most motor and power connectors are not switching devices and should only be disconnected after the system has been safely isolated.
Environmental Conditions Determine Housing and Sealing
Decentralized equipment places connectors outside the protected cabinet.
The interface may be exposed to:
- dust;
- oil;
- coolant;
- water spray;
- humidity;
- temperature changes;
- vibration;
- accidental impact;
- cleaning chemicals.
The required protection level should be specified for both the mated and unmated condition.
Engineers should verify:
- IP rating;
- seal material;
- permitted cable diameter;
- operating temperature;
- chemical compatibility;
- salt-spray requirements;
- UV exposure;
- washdown conditions;
- connector-cap requirements when unmated.
HARTING describes industrial circular connectors as suitable for protecting connections from dust, dirt, grease, oils, moisture, vibration, and movement.
The final product rating still depends on correct assembly, cable diameter, mounting, sealing, and use of the specified accessories.
A Practical Selection Checklist
Before selecting a circular connector for a decentralized drive, define the following information.
| Design area | Required information |
| Drive type | Asynchronous motor, servo, VFD-controlled motor, actuator |
| System architecture | Point-to-point, daisy chain, remote I/O, modular machine |
| Voltage | Nominal voltage, maximum voltage, AC or DC |
| Current | Continuous, peak, startup current, duty cycle |
| Contacts | Power, PE, brake, temperature, signal, and data circuits |
| Cable | Core count, conductor size, shield, jacket, outer diameter |
| EMC | Unshielded, overall shield, 360-degree termination |
| Locking | Threaded, bayonet, push-pull, or quick-lock |
| Environment | Dust, water, oil, chemicals, temperature, vibration |
| Installation | Panel, motor housing, controller, field assembly, overmolding |
| Movement | Fixed, flexing, drag-chain, torsion, robotic motion |
| Maintenance | Mating cycles, service access, coding, replacement method |
| Compliance | IEC, UL, customer specifications, regional requirements |
This information allows the connector manufacturer to evaluate the complete interface rather than simply matching a pin count.
From Prototype Validation to Repeat Production
A customized drive-connection project should move through controlled engineering and production stages.
Requirement Review
The connector and cable should be reviewed against the motor, controller, power architecture, signal requirements, installation space, and environmental conditions.
Prototype Development
Prototype samples allow the customer to verify:
- fit;
- routing;
- mating access;
- cable length;
- electrical continuity;
- shielding;
- machine integration.
Electrical Validation
Depending on the project, testing may include:
- contact resistance;
- insulation resistance;
- dielectric withstand;
- voltage drop;
- temperature rise;
- continuity;
- short-circuit checks.
Mechanical Validation
Relevant tests may include:
- insertion and extraction force;
- terminal retention;
- cable pull force;
- vibration;
- mechanical shock;
- flexing or torsion.
Environmental Validation
Depending on the application:
- temperature cycling;
- thermal shock;
- humidity;
- salt spray;
- waterproof testing;
- chemical exposure.
Production Control
Repeat production requires more than an approved sample.
The manufacturing process should control:
- terminal and wire combinations;
- crimp height;
- conductor position;
- pull force;
- assembly sequence;
- connector locking;
- electrical testing;
- traceability.
FPIC’s internal capability materials list contact-impedance, temperature-rise, insulation, withstand-voltage, insertion-force, vibration, thermal-shock, dimensional, X-ray, and cable-harness testing equipment. The company also uses automated assembly and CCD-supported inspection in applicable connector production.
These capabilities allow the validation plan to be defined according to the product, application, customer specification, and approved acceptance criteria.
How FPIC Supports Decentralized Drive Connections
FPIC provides circular connectors, industrial cable assemblies, terminals, plastic housings, metal components, and customized interconnection development.
Support for decentralized motor and equipment projects can include:
- connector and cable architecture review;
- pin-count and contact-layout development;
- power and signal integration;
- conductor and terminal matching;
- shielding and grounding structure review;
- housing, locking, and keying customization;
- cable-jacket and movement-requirement selection;
- mold, stamping, and assembly-process development;
- prototype manufacturing;
- electrical and mechanical verification;
- automated production and repeat-production support.
FPIC’s circular connector direction includes threaded and push-pull structures for industrial applications, while its broader manufacturing platform covers tooling, stamping, injection molding, insert molding, cable processing, automated assembly, and testing.
The appropriate solution should be selected according to the actual motor, controller, equipment layout, electrical load, and operating environment.
Frequently Asked Questions
1. Why are circular connectors suitable for decentralized drives?
Their compact shape, secure locking, environmental protection, coding options, and ability to carry power and signals make them suitable for machine-mounted motors, controllers, and distributed I/O.
2. Can one connector carry motor power and control signals?
Yes, when the contact layout, insulation, current capacity, signal integrity, thermal behavior, and EMC requirements are correctly engineered. Some applications may still perform better with separate interfaces.
3. Does every motor connector need a metal shield?
No. Uncontrolled or fixed-speed asynchronous motors may use an unshielded interface. VFD-controlled motors, servos, encoders, and communication circuits may require metal housings and 360-degree shielding.
4. What cable information is needed for connector selection?
Provide conductor size, core count, system voltage, continuous and peak current, shielding, outer diameter, jacket material, bending radius, and whether the cable is fixed or continuously moving.
5. Are circular connectors suitable for daisy-chain systems?
Yes, but engineers must calculate the combined downstream current, voltage drop, protection coordination, conductor size, and maximum number of connected devices.
6. What files should be provided for a customized project?
Provide 2D or 3D drawings, motor and controller specifications, pin assignment, cable requirements, installation space, operating conditions, annual volume, and required validation standards.
Conclusion
Circular connectors help decentralized drive systems combine compact installation, standardized interfaces, reliable locking, environmental protection, and modular maintenance.
Their value depends on more than connector size. Reliable system design requires the connector, terminal, cable, shielding, mounting method, and validation plan to be developed together.
For equipment manufacturers, this integrated approach supports faster installation, easier module replacement, and more consistent repeat production.
Discuss Your Drive Connection Project
FPIC supports customized circular connectors and industrial cable assemblies for motors, controllers, sensors, automation equipment, and modular machine systems.
Send your drawings, electrical requirements, cable specification, operating conditions, and forecast demand for engineering review.
Email: info@fpiconn.com
Resources
- HARTING Technology Group. Size 15 Circular Connectors: An Efficient Interface for Decentralised Drive Systems. April 20, 2026.
- HARTING Technology Group. Circular Connectors: Selection, Coding, Locking and Industrial Applications.
- HARTING Technology Group. Metric Circular Connectors.
- HARTING Technology Group. M12 PowerX for Compact Decentralized Applications.
- HARTING Technology Group. M17 Circular Connectors for Modern Drive Applications.